Recombinant Enzyme Technology in Lysosomal Disease Research
Advancing Therapeutic Protein Production for Rare Disease Applications
Abstract
Recombinant enzyme technology has revolutionized the treatment of lysosomal storage diseases, transforming once-fatal conditions into manageable chronic disorders. This technology overview examines the bioprocessing strategies employed in therapeutic enzyme production, from expression platform selection through purification and quality control. We discuss advances in cell culture technology, purification methodologies, and analytical characterization that ensure safety and efficacy of these critical biopharmaceuticals. The development of recombinant imiglucerase exemplifies the maturation of this field, demonstrating how molecular biology, biochemical engineering, and regulatory science converge to produce life-saving therapeutics.
recombinant enzyme technology, therapeutic proteins, lysosomal storage disease, CHO cells, protein purification, quality control, enzyme replacement therapy
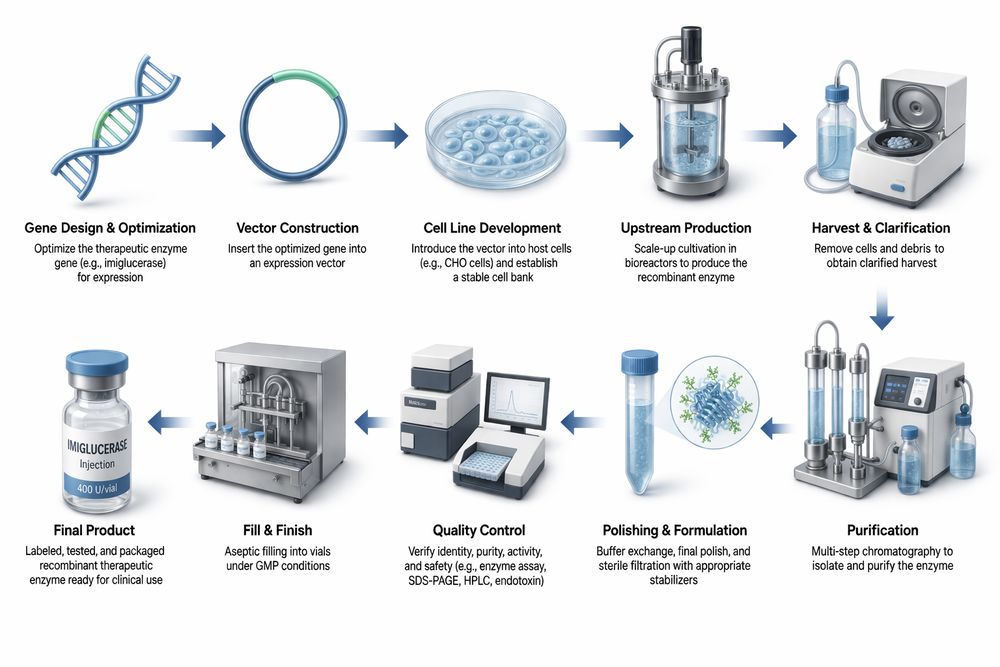
Fig 1. End-to-end workflow for recombinant therapeutic enzyme production from gene to final product
1. Recombinant Protein Technology Fundamentals
Recombinant DNA technology enables the production of human proteins in heterologous expression systems, overcoming limitations of tissue extraction and ensuring consistent supply. For lysosomal enzymes, this approach is essential as natural sources (placenta, urine) cannot meet clinical demand and carry infectious risk.
1.1 Gene Cloning and Vector Design
Successful expression begins with codon optimization for the host organism, removing rare codons that limit translation efficiency. Signal peptide engineering directs nascent proteins to the secretory pathway, ensuring proper folding and post-translational modification. For lysosomal enzymes, inclusion of the native signal peptide or heterologous secretion signals (e.g., IL-2 signal sequence) enables correct trafficking.
Expression vectors incorporate strong promoters (CMV, EF1α) for high-level transcription, selectable markers (neomycin, dihydrofolate reductase) for stable cell line generation, and matrix attachment regions (MARs) to enhance expression stability. Modern vectors utilize synthetic biology approaches to balance transcription, translation, and secretion for optimal productivity.
1.2 Post-Translational Modifications
Lysosomal enzymes require specific glycosylation patterns for biological activity and cellular uptake. Mannose-terminated glycans enable recognition by macrophage mannose receptors, essential for targeting the primary disease cells. N-linked glycosylation occurs at consensus sequences (Asn-X-Ser/Thr) and requires proper folding in the endoplasmic reticulum before Golgi processing.
Glycosylation pattern determines tissue targeting and immunogenicity. High-mannose structures favor hepatic uptake, while complex glycans with terminal mannose optimize macrophage targeting for Gaucher disease treatment.
2. Expression Platform Selection and Optimization
2.1 Mammalian Cell Culture Systems
Chinese hamster ovary (CHO) cells dominate therapeutic protein production, offering human-compatible glycosylation, scalability, and regulatory acceptance. Suspension-adapted CHO lines (CHO-S, CHO-K1, CHO-DG44) achieve cell densities >20 million cells/mL in fed-batch or perfusion bioreactors. Productivity has improved from <100 mg/L in early processes to >5 g/L in optimized systems.
Human embryonic kidney (HEK293) cells provide rapid transient expression for early development, producing material within days rather than months required for stable CHO lines. While less scalable than CHO, HEK293 systems enable quick assessment of multiple variants or process conditions.
2.2 Microbial and Alternative Systems
Escherichia coli offers high productivity and simple culture conditions but cannot perform mammalian glycosylation. This limits application to enzymes where glycosylation is dispensable or where in vitro glycoengineering is feasible. Yeast systems (Pichia pastoris, Saccharomyces cerevisiae) provide eukaryotic folding machinery and some glycosylation capacity, though with non-human glycan structures that may require enzymatic remodeling.
Plant-based expression (molecular farming) and transgenic animal systems (goat milk) offer potential cost advantages for high-demand products. However, regulatory complexity and immunogenicity concerns have limited adoption for lysosomal enzymes.
| Expression System | Productivity Range | Glycosylation | Development Timeline | Primary Applications |
|---|---|---|---|---|
| CHO Cells (Stable) | 1-10 g/L | Human-like; Controllable | 6-12 months | Commercial therapeutics |
| CHO Cells (Transient) | 0.1-1 g/L | Human-like | 2-4 weeks | Early development; Research |
| HEK293 Cells | 0.5-3 g/L | Human-like | 1-2 weeks | Rapid screening; Gene therapy |
| E. coli | 1-10 g/L | None | 2-4 weeks | Non-glycosylated enzymes |
| Pichia pastoris | 0.5-3 g/L | High-mannose yeast type | 4-8 weeks | Cost-sensitive applications |
3. Enzyme Purification Strategies
3.1 Capture and Intermediate Purification
Downstream processing typically begins with protein A affinity chromatography for antibody-based products, but lysosomal enzymes require alternative capture strategies. Ion exchange chromatography (IEX) exploits charge differences between the target enzyme and host cell proteins. Optimization of pH and conductivity enables selective binding and elution, achieving 10-50 fold purification in a single step.
Hydrophobic interaction chromatography (HIC) separates proteins based on surface hydrophobicity, often employed as a polishing step to remove aggregates and clipped variants. Mixed-mode resins combining charge and hydrophobic interactions offer unique selectivity for challenging separations.
3.2 Affinity and Pseudo-Affinity Methods
Substrate analog affinity chromatography exploits the enzyme's catalytic site for highly specific purification. Immobilized sugar derivatives or transition-state analogs capture active enzyme while excluding inactive variants and contaminants. This approach is particularly valuable for enzymes like imiglucerase where activity is the critical quality attribute.
Immobilized metal affinity chromatography (IMAC) using Ni²⁺ or Co²⁺ resins purifies histidine-tagged proteins. While effective for research-scale production, regulatory considerations often limit IMAC use for clinical materials due to metal leaching concerns.
3.3 Viral Clearance and Safety
Mammalian cell-derived products require validated viral clearance steps. Nanofiltration (20-50 nm pore size) provides robust removal of both enveloped and non-enveloped viruses through size exclusion. Solvent-detergent treatment inactivates lipid-enveloped viruses by disrupting viral membranes. Low pH incubation (pH 3.5-4.0) provides additional inactivation capacity while potentially improving product quality by removing aggregates.
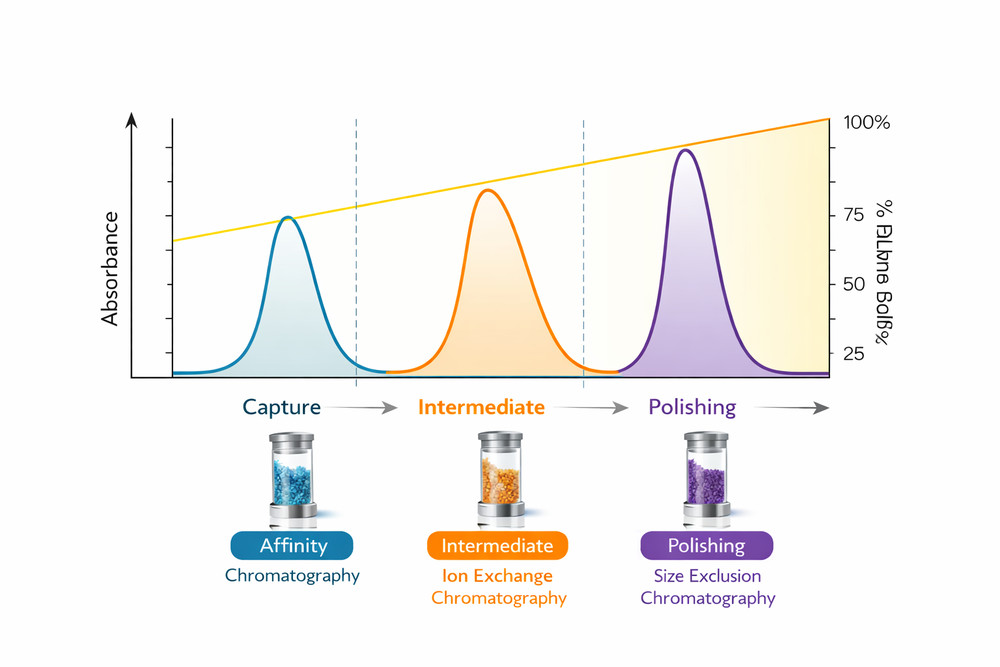
Fig 2. Multi-step purification chromatogram showing capture, intermediate, and polishing stages
| Purification Step | Mechanism | Purification Factor | Yield (%) | Key Considerations |
|---|---|---|---|---|
| Depth Filtration | Size exclusion; Adsorption | 1-2 fold | 95-98% | Cell debris removal; HCP reduction |
| Capture (IEX/HIC) | Charge/Hydrophobicity | 10-50 fold | 85-95% | Buffer optimization; pH screening |
| Affinity Chromatography | Biospecific recognition | 50-1000 fold | 80-90% | Ligand stability; Elution conditions |
| Viral Inactivation | Chemical/Physical treatment | None | 90-95% | Regulatory validation; Product stability |
| Polishing (SEC/IEX) | Size/Charge refinement | 2-5 fold | 85-95% | Aggregate removal; Buffer exchange |
4. Quality Control and Characterization
4.1 Identity and Purity Assessment
Sodium dodecyl sulfate-polyacrylamide gel electrophoresis (SDS-PAGE) and capillary electrophoresis (CE-SDS) separate proteins by size, revealing molecular weight integrity and degradation products. Reducing conditions show heavy and light chain composition for multi-subunit enzymes. Western blotting with specific antibodies confirms identity and detects process-related impurities.
Size exclusion chromatography (SEC-HPLC) quantifies aggregates and fragments, with monomeric content typically required at >98%. Reverse-phase HPLC (RP-HPLC) resolves charge variants and provides additional purity information. Mass spectrometry (intact mass, peptide mapping) offers definitive identity confirmation and detects sequence variants or modifications.
4.2 Potency and Activity Measurement
Enzyme activity represents the most critical quality attribute, directly correlating with therapeutic efficacy. Standardized assays using artificial or natural substrates establish specific activity (units/mg protein). Kinetic parameters (Km, kcat, kcat/Km) characterize catalytic efficiency and should match reference standards within defined acceptance criteria.
Cell-based uptake assays confirm biological functionality, measuring enzyme internalization by disease-relevant cells (e.g., macrophages for Gaucher disease). These assays validate that manufacturing processes preserve the glycosylation patterns required for receptor-mediated endocytosis.
4.3 Glycosylation Analysis
Glycan profiling employs hydrophilic interaction chromatography (HILIC) or capillary electrophoresis with fluorescent labeling (2-AB, APTS) to resolve glycan species. Mass spectrometry (MALDI-TOF, ESI-MS) provides detailed structural information including branching and sialylation patterns. Glycan analysis ensures batch-to-batch consistency and confirms that glycosylation matches the reference product.
| Analytical Method | Information Provided | Sample Requirements | Regulatory Status |
|---|---|---|---|
| SDS-PAGE/CE-SDS | MW; Purity; Subunit composition | Micrograms | Compendial |
| SEC-HPLC | Aggregation; Fragmentation | Micrograms | Compendial |
| Intact Mass MS | Exact MW; Glycoform distribution | Micrograms | Characterization |
| Peptide Mapping | Sequence confirmation; PTMs | 100-500 μg | Compendial |
| Glycan Profiling | Glycan identity; Distribution | 50-200 μg | Characterization |
| Enzyme Activity Assay | Specific activity; Potency | Micrograms | Compendial |
5. Application in Therapeutic Research
5.1 Enzyme Replacement Therapy Development
Recombinant enzyme technology enables the development of enzyme replacement therapies (ERT) for over 50 lysosomal storage diseases. The first approved product, alglucerase (Ceredase), was derived from human placenta, but was quickly replaced by recombinant imiglucerase (Cerezyme) produced in CHO cells. This transition established the paradigm for modern ERT development.
Current research focuses on improving tissue penetration, particularly for central nervous system manifestations. Fusion proteins with blood-brain barrier shuttle peptides, nanoparticle encapsulation, and intrathecal delivery systems are under active investigation. These next-generation approaches aim to address the major limitation of current ERT: poor CNS penetration due to enzyme size and vascular barriers.
5.2 Biosimilars and Biobetters
As patents expire on first-generation ERT products, biosimilar development creates opportunities for cost reduction and improved access. Demonstrating biosimilarity requires extensive analytical comparison, nonclinical studies, and clinical trials to establish equivalent safety and efficacy. The complexity of glycoprotein manufacturing makes biosimilar development challenging but economically attractive.
Biobetters—improved versions of existing products—incorporate protein engineering to enhance stability, reduce immunogenicity, or enable alternative dosing regimens. PEGylation, glycoengineering, and Fc-fusion strategies have been applied to lysosomal enzymes with varying success. These innovations may extend product lifecycles and improve patient convenience.
5.3 Gene Therapy and In Vivo Production
Adeno-associated viral (AAV) vectors delivering enzyme genes offer the potential for single-treatment cures. Liver-directed gene therapy enables sustained enzyme secretion into circulation, while direct CNS delivery addresses neurological disease. Manufacturing these vectors requires similar bioprocessing expertise, with additional complexity from viral particle production and purification.
Next-generation enzyme technologies include CRISPR-based gene editing for permanent correction, mRNA therapies for transient enzyme production, and small molecule chaperones that enhance endogenous enzyme activity. These approaches may eventually reduce or eliminate the need for recombinant enzyme infusion.
6. Conclusion
Recombinant enzyme technology has matured from an experimental approach to a robust manufacturing platform delivering life-saving therapeutics to patients worldwide. Advances in cell culture, purification, and analytics have enabled production of complex glycoproteins with the quality and consistency required for chronic administration. The success of products like imiglucerase demonstrates the translational potential of biotechnology when applied to rare diseases.
Future challenges include reducing manufacturing costs to improve global access, developing CNS-penetrant formulations for neuronopathic diseases, and integrating recombinant enzyme approaches with emerging gene and cell therapies. Continued innovation in bioprocessing, analytical science, and regulatory strategy will drive the next generation of lysosomal disease treatments, building on the foundation established over three decades of research and development.
References
1. Walsh, G. (2018). Nat Biotechnol, 36(12): 1136-1145.
2. Dumont, J., et al. (2016). Biotechnol Prog, 32(1): 11-22.
3. Grabowski, G. A., et al. (2014). Genet Med, 16(10): 713-720.
4. Morrow, K. J. (2019). Genet Eng Biotechnol News, 39(4): 16-19.
5. Schneider, C. K. (2013). MAbs, 5(3): 354-358.